较新的公示公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
技术中心
成都对焊法兰WN法兰制造中的技术要求
公布的时刻:2018-06-01 11:31:35
上传者:guanly9
💙 对焊法兰盘出产和制成时用到必定程度的技木参数指标和规范要求实行出产和所采用,绝对能依照必定程度的手段和方式方法实行所采用和优化,用到必定程度的工序手段和方式方法实行出产和锡焊,严苛绝对所采用中的健康的品质。
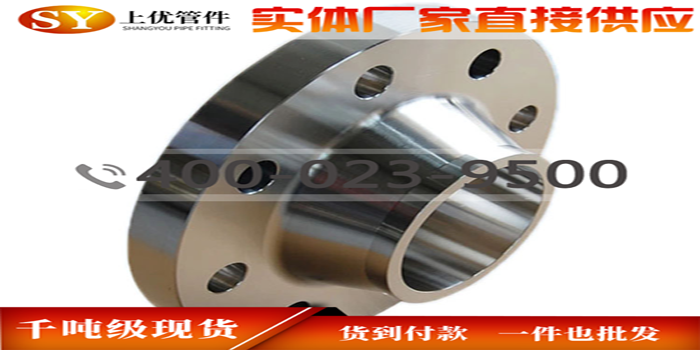
一、对焊法兰的颈部外侧斜度应不大于7°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。

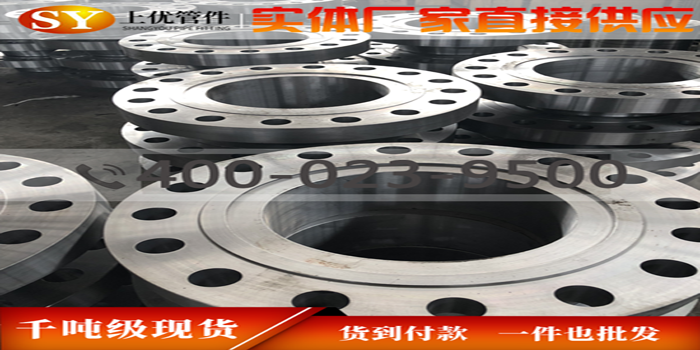
三、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。
1、公称负压PN为0.25MP-1.0MPa的碳元素钢、奥氏体不锈钢管锻件禁止用到Ⅰ级锻件。 2、除了下法律规定外,公称工作压力PN为1.6MPa-6.3MPa的锻件应适用Ⅱ级或Ⅱ级这锻件阶段的规定要求。3、合乎规范要求一下症状其中之一者,应合乎规范要求Ⅲ及锻件的规范要求:
(1)公称压力差PN≥10.0MPa活套法兰用锻件; (2)公称负压PN>4.0MPa的铬钼钢锻件; (3)公称气压PN>1.6MPa且作业溫度≤-20摄氏温度的铁素体钢锻件。
在
线
客
服
线
客
服
咨询热线: 400-023-9500
上优管-20年发展,认准于法兰盘管行业领域
生产地址:重庆市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by