近期最新公司公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
米乐m6
信息
米乐m6
研磨的基本原理
推送时候:2022-01-12 16:59:03
公布的者:guanly9
米乐m6:米乐m6 研磨的基本原理
创意手工机磨是在机磨APP的机磨体上涂上机磨剂,在肯定的经济学习压力帮助下,钢件和研具按肯定的锻炼轨迹作比较锻炼,直机磨用完。标准研具食材比被研 磨的钢件软,只要受过肯定经济学习压力后,机磨剂中很小颗 粒即抛光材料被压嵌在研具表体上,这部分甚微的抛光材料具 有较高的抗拉强度,考虑到研具和钢件的比较锻炼,抛光材料对钢件产生了进样器的钻削帮助,竖直地从钢件表层切去另一层极薄的轻合金金属,可以使钢件急剧拥有精确的长宽比精确和不合格的表层越来越毛糙度。路过机磨后越来越毛糙度能够达到Ral.6 ~0. 1。考虑到机磨是进样器钻削,每机磨 好多遍所可以磨去的轻合金金属层一样不少于0.002 mm,所以说机磨量不许大了,一样机磨量在0.005〜0.030 mm 当中,武汉蝶阀卡箍良好的密封性面不足若少于此时间范围,则更好主要包括机激光加工也可以换洗蝶阀卡箍。 天津法兰盘考虑事项 (1) 要将四川法兰部密封隔绝面用航空煤油擦拭整洁,再换清洁的薄布擦整洁。 (2) 捡查绵阳蝶阀法兰片密封圈面通病状况,认定需考虑的蝶阀法兰片的规格参数、总数量。 (3) 基于问题大小不一,选择各个方面个广州蝶阀法兰初期研磨设备所有的金刚石工具堆密度。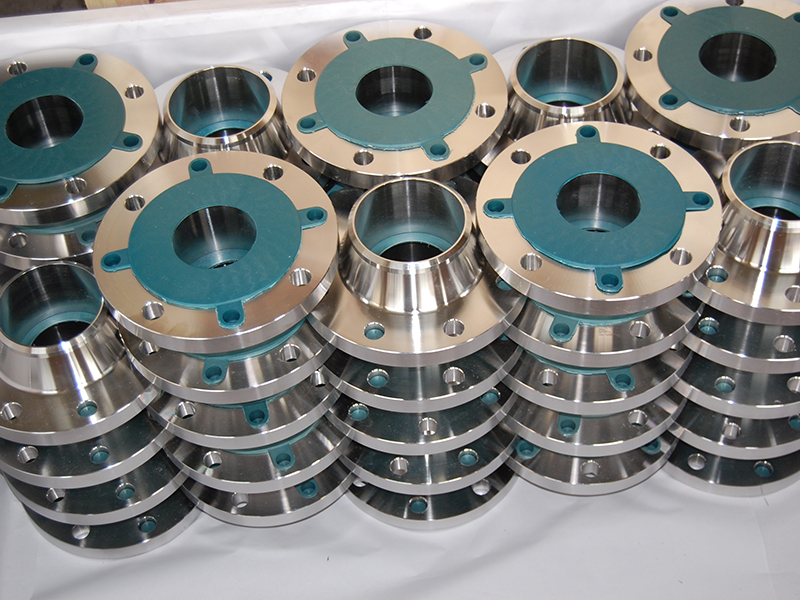
在
线
客
服
线
客
服
咨询热线: 400-023-9500
上优钢塑管-20年结晶,专注力于活套法兰钢塑管领域
生产地址:重庆市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by