最新信息通知:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
米乐m6
信息
大直径米乐m6
焊接工艺及方法
分享精力:2022-06-16 16:44:39
发表者:guanly9
大直径米乐m6:米乐m6 焊接工艺及方法
大内径涪陵法兰片在不锈钢补焊施工作业中,只不过只要有这道焊口,但充分满足不锈钢补焊弯曲与不锈钢补焊线质量,利用X形坡口。 关键在于,将弧形坯料平行不变在龙门架冲压模具平台下,进而开始坡口手工加工厂,坡口手工加工厂先主要包括火炎开始打磨,进而用砂轮机磨制而成,要坡口表面能能平滑细腻、光滑整洁、无清晰凹坑,坡口表面能能及左右侧无防氧化铁、钙镁离子、含水率、油污及层次结构等缺点。 随着坯料的宽度较硬,选恰当的电弧熔接生产步骤随时损害电弧熔接生产导致的发生的情况。选手工制作焊做两侧轴对称电弧熔接生产。 大直径不低于重庆市卡箍若电弧焊接消极怠工,仍有可能会有焊后断裂。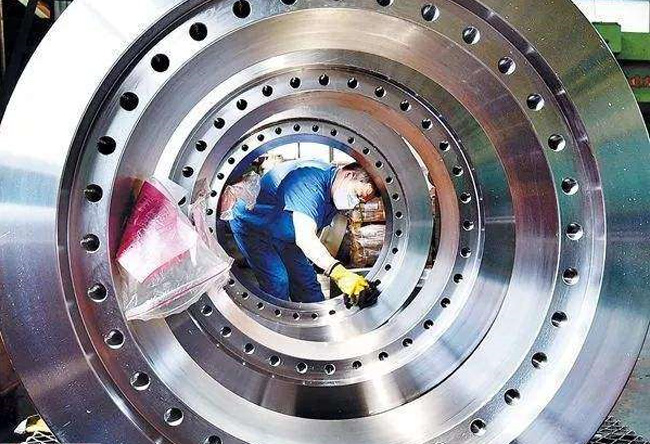
在
线
客
服
线
客
服
咨询热线: 400-023-9500
米乐m6
配件-20年凝固,认准于法兰片管道配件该行业
生产地址:重庆市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by